一、游标卡尺读数
游标卡尺是一种比力细密的量具,在丈量顶用得最多。凡是用来丈量精度较高的工件,它可丈量工件的外曲线尺寸、宽度和高度,有的还可用来丈量槽的深度。若是按游标的刻度值来分,游标卡尺又分0.1、0.05、0.02mm三种。
 图1 游标卡尺
图1 游标卡尺1.游标卡尺的刻线原理与读数办法
以刻度值0.02mm的细密游标卡尺为例(图1),那种游标卡尺由带固定卡脚的主尺和带活动卡脚的副尺(游标)构成。在副尺上有副尺固定螺钉。主尺上的刻度以mm为单元,每10格别离标以1、2、3、……等,以暗示10、20、30、……mm。那种游标卡尺的副尺刻度是把主尺刻 度49mm的长度,分为50等份,即每格为:0.98mm
主尺和副尺的刻度每格相差:
1-0.98=0.02mm
即丈量精度为0.02mm。若是用那种游标卡尺丈量工件, 丈量前,主尺与副尺的0线是对齐的,丈量时,副尺相对主 尺向右挪动,若副尺的第1格正好与主尺的第1格对齐,则 工件的厚度为0.02mm。同理,丈量0.06mm或0.08mm 厚度的工件时,应该是副尺的第3格正好与主尺的第3格对齐或副尺的第4格正好与主尺的第4格对齐。
读数办法,可分三分步调;
1)按照副尺零线以左的主尺上的比来刻度读出整毫米数;
2)按照副尺零线以右与主尺上的刻度瞄准的刻线数乘上0.02读出小数;
3)将上面整数和小数两部门加起来,即为总尺寸。
 图2 0.02mm游标卡尺的读数办法
图2 0.02mm游标卡尺的读数办法如图2所示,副尺0线所对主尺前面的刻度64mm,副尺0 线后的第9条线与主尺的一条刻线对齐。副尺0 线后的第9条线暗示:
0.02 X9= 0.18 mm
所以被测工件的尺寸为:
64+0.18=64.18 mm
2.游标卡尺的利用与留意事项
(1)游标卡尺的利用 游标卡尺可用来丈量工件的宽度、外径、内径和深度。如图3所示,此中a)图为丈量工件宽度的办法, b)图为丈量工件外径的办法, c)图为丈量工件内径的办法, d)图为丈量工件深度的办法。
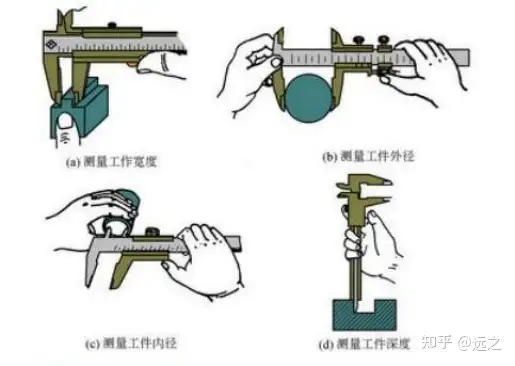 图3 游标卡尺的应用
图3 游标卡尺的应用a) 丈量工件宽度 b) 丈量工件外径 c) 丈量工件内径 d) 丈量工件深度
(2)留意事项
游标卡尺是比力细密的量具,利用时应留意如下事项:1) 利用前,应先擦清洁两卡脚丈量面,合拢两卡脚,查抄副尺0线与主尺0线能否对齐,若未对齐,应按照原始误差批改丈量读数。
2) 丈量工件时,卡脚丈量面必需与工件的外表平行或垂曲,不得歪斜。且用力不克不及过大,以免卡脚变形或磨损,影响丈量精度。3) 读数时,视线要垂曲于尺面,不然丈量值禁绝确。
4) 丈量内径尺寸时,应悄悄摆动,以便找出更大值。
5) 游标卡尺用完后,认真擦净,抹上防护油,平放在合内。以防生锈或弯曲。
 图4 带表卡尺
图4 带表卡尺跟着科技的前进,目前在现实利用中有更为便利的带表卡尺和电子数显卡尺取代游标卡尺。带表卡尺(图4)能够通过指示表读出丈量的尺寸,电子数显卡尺(图5)是操纵电子数字显示原理,对两丈量爪相对挪动分隔的间隔停止读数的一种长度丈量东西。
 图5 电子数显卡尺
图5 电子数显卡尺游标卡尺的读数原理:
游标卡尺是由毫米分度值的主尺和一段能滑动的游标副尺构成,它可以把mm位下一位的估读数较准确地读出来,因而是比钢尺更准确的丈量仪器?游标卡尺能够用来丈量长度?孔深及圆筒的内径?外径等几何量?
游标卡尺的读数原理如下:
游标副尺上有n个分格,它和主尺上的(n-1)个分格的总长度相等,一般主尺上每一分格的长度为1mm,设游标上每一个分格的长度为x,则有nx=n-1,主尺上每一分格与游标上每一分格的差值为1-x=1/m(mm),因而1/m(mm)是游标卡尺的最小读数,即游标卡尺的分度值?若游标上有20个分格,则该游标卡尺的分度值为1/20=0.05mm,那种游标卡尺称为20分游标卡尺;若游标上有50个分格,其分度值为1/50=0.02mm,称那种游标卡尺为50分游标卡尺。
游标卡尺的仪器误差:一般取游标卡尺的最小分度值为其仪器误差?
游标卡尺的读数:
从游标卡尺的主尺上准确读出mm位,在副尺上读出mm位的下一位,以50分游标卡尺为例,若副尺上的第N格与主尺上的某一格对齐,则副尺的读数为0.02*N,主副尺读数之和便是丈量值。
利用游标卡尺的留意事项:
1.丈量之前应查抄游标卡尺的零点读数,看主副尺的零刻度线能否对齐,若没有对齐,须记下零点读数,以便对丈量值停止批改。
2.卡住被测物时,松紧要恰当,不要用力过大,留意庇护游标卡尺的刀口。
3.丈量圆筒内径时,要调整刀口位置,以便测出的是曲径而不是弦长。
二、千分尺读数
1、机械外径千分尺的简介:
千分尺是比游标卡尺更细密的长度丈量仪器,常见的机械千分尺如下图所示。它的量程为0~25mm,分度值是0.01mm。由固定的尺架、测砧、测微螺杆、固定套管、微分筒、测力安装、锁紧安装等构成;

2、外径千分尺刻度及分度值申明:

1) 固定套管上的程度线上、下各有一列间距为1mm的刻度线,上侧刻度线鄙人侧二相邻刻度线中间。
2) 微分筒上的刻度线是将圆周分为50等分的程度线,它是做扭转运动的。
3) 按照螺旋运动原理,当微分筒扭转一周时,测微螺杆前进或撤退退却一个螺距—0.5mm。即,当微分筒扭转一个分度后,它转过了1/50周,那时螺杆沿轴线挪动了1/50×0.5mm=0.01mm,因而,利用千分尺能够准确读出0.01mm的数值。
3、外径千分尺的丈量办法:
步调一:将被测物擦清洁,千分尺利用时轻拿轻放;
步调二:松开千分尺锁紧安装,校准零位,动弹旋钮,使测砧与测微螺杆之间的间隔略大于被测物体;
步调三:一只手拿千分尺的尺架,将待测物置于测砧与测微螺杆的端面之间,另一只手动弹旋钮,当螺杆要接近物体时,改旋测力安装曲至听到喀喀声后再悄悄动弹0.5~1圈;
步调四:旋舒展紧安装(避免挪动千分尺时螺杆动弹),即可读数。

4、外径千分尺的读数:
1) 先以微分筒的端面为准线,读出固定套管下刻度线的分度值;
2) 再以固定套管上的程度横线做为读数准线,读出可动刻度上的分度值,读数时应估读到最小度的非常之一,即0.001mm;
3) 如微分筒的端面与固定刻度的下刻度线之间无上刻度线,丈量成果即为下刻度线的数值加可动刻度的值;
4) 如微分筒端面与下刻度线之间有一条上刻度线,丈量成果应为下刻度线的数值加上0.5mm,再加上可动刻度的值。

5、外径千分尺零误差的断定
校准好的千分尺,当测微螺杆与测接触后,可动刻主上的零线与固定刻度上的程度横线应该是对齐的,如下图1所示;若是没有对齐,丈量时就会产生系统误差——零误差。如无法消弭零误差,
则应考虑它们的对读数的影响。
1)可动刻度的零线在程度横线上方,且第x条刻度线与横线对齐,即申明丈量时的读数要比实在值小x / 100mm,那种零误差叫做负零误差,如下图2所示。
2)可动刻度的零线在程度横线下方,且第y条刻度与横线对齐,则申明丈量时的读数要比实在值大y / 100mm,那种误差叫正零误差,如下图3所示

关于存在零误差的千分尺,丈量成果应等于读数减去零误差,即 物体曲径 = 固定刻度读数 + 可动刻度读数 - 零误差
6、外径千分尺的调养及保管:
1) 轻拿轻放;
2) 将测砧、微分筒擦拭清洁,制止切屑粉末、尘埃影响;
3) 将测砧分隔,拧紧固定螺丝,以免长时间接触而形成生锈;
4) 不得放在湿润、温度变革大的处所。
5) 制止用千分尺丈量运转或高温物件。
6) 严禁用千分尺当卡钳用或当锤子用敲击他物。
7、利用千分尺丈量零件尺寸时,必需留意以下几点:
1) 调整零位:0-25mm的间接用后面的棘轮动弹对零,25mm以上的,用调理棒调理零位;
2) 丈量外径时,在最初应该活动一下千分尺,不要偏斜;
3) 在对零位和丈量的时候,都要利用棘轮,如许才气连结千分尺利用的拧紧力(0.5公斤);
4) 丈量前应把千分尺擦清洁,查抄千分尺的测杆能否有磨损,测杆慎密贴应时,应无明显的间隙;
5) 丈量时,零件必需在千分尺的丈量面中心丈量;
6) 丈量时,用力要平均,悄悄扭转棘轮,以响三声为扭转限度,零件连结要掉不掉的形态;
7) 用千分尺丈量零件时,更好在零件长进行读数,放松后取出千分尺,如许能够削减对砧面的磨损;若是必需取下读数时,应用造动器锁紧测微螺杆后,再悄悄滑出零件,把千分尺当卡规利用是错误的,因如许做会使丈量面过早磨损,以至会使测微螺杆或尺架发作变形而失去精度;
8) 为了获得准确的丈量成果,可在统一位置上再丈量一次,尤其是丈量圆柱形工件时,应在统一圆周的差别标的目的丈量几次,查抄工件有没有圆度公误差,再在全长的各个部位丈量几次,查抄工件有没有圆柱度的误差等;
9) 丈量零件时,零件上不克不及有异物,并在常温下丈量;
10) 利用时,必需轻拿轻放,不成掉到地上。利用时,必需轻拿轻放,不成掉到地上。