游标卡尺想必各人已经是耳熟能详,但是若何更切确的停止丈量而且减小误差,小编觉得仍是需要停止频频进修的。固然我们无法制止误差,但是我们能够通过更精准地读取数据,来减小我们地误差系数,从而使尝试数据更有可靠性。
游标卡尺是在机械加工的粗加工、半精加工中查抄确认加工零件,以及丈量公役较大的加工零部件的尺寸时利用的器材。最小读取值有0.05mm和0.02mm两种。
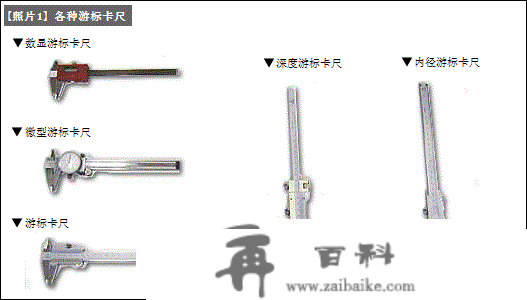
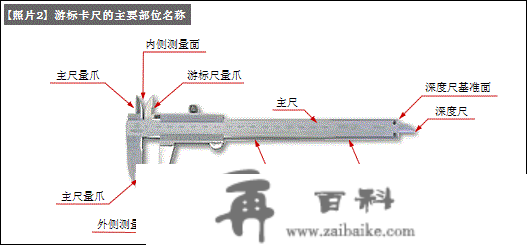
(1)游标卡尺介绍(【照片1】【照片2】)
・【照片1】【照片2】中暗示了尺度型游标卡尺的次要部位名称。
・【照片1】暗示的是利用主尺和副尺(游标尺)停止丈量的类型。
・【照片2】暗示的是在数字显示器上间接显示读取值的类型。
・两品种型的游标卡尺都能够丈量外侧(外径、外形)尺寸、内侧尺寸(内径、内形)、深度三种尺寸。
(2)游标卡尺的读取办法
・利用游标卡尺丈量尺寸时数值的读取,利用主尺和副尺(游标尺)两种刻度停止。
・尺度型副尺(游标尺)的刻度为将主尺的n—1刻度停止n等分后获得的刻度。
・尺度型副尺(游标尺)具有1/20和1/50两品种型。
■ 刻度的读取办法(【图1】时)

1、读取副尺刻度“零”暗示的主尺的刻度数值。
→此时,因为在7mm和8mm之间,所以测定值应为(7+α)mm。2、找出主尺和副尺刻度一致的部位。
→此时,按照图-1所示,副尺的第4刻度线与主尺刻度一致。3、游标卡尺的副尺刻度利用1/20时,因为1刻度=0.05mm,所以在副尺一致的刻度数上乘以0.05,计算获得α值。
→此时,α=0.05×4=0.20mm4、按照以上所述,7mm+0.20mm=7.20mm便是尺寸丈量定值。
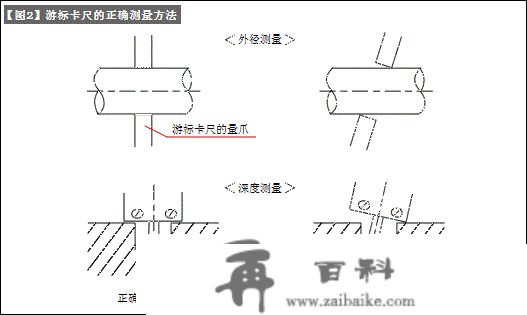
(3)丈量时的留意事项
・停止丈量前,查抄确认“游标卡尺的基点能否一致”?明白零值的精度。
・夹持被测物的部位(游标卡尺的内侧和外侧量爪部门),应该尽量利用靠近主尺的部位。(为了进步针对“阿贝原理”的精度)
・游标卡尺的丈量部位(内侧和外侧量爪、深度尺)的丈量面,应该准确接触丈量对象物。(参考【图2】)
・丈量力度不克不及过强/过弱,应该尽量利用恒定的力度停止丈量。
・刻度数值应该从曲角标的目的长进行读取。
・利用完毕后,应该擦拭清洁污垢,并保管于湿气和温度变革较小的场合,以防变形。
 关于游标卡尺的利用办法和留意事项就讲到那里,明天小编将给各人带来千分表的相关内容,希望能够给正在停止试验的知友们供给些许的帮忙,也算是安抚小编的小心灵了~~
Surprise:米思米最新设想插件RAPID Design,来了!!
关于游标卡尺的利用办法和留意事项就讲到那里,明天小编将给各人带来千分表的相关内容,希望能够给正在停止试验的知友们供给些许的帮忙,也算是安抚小编的小心灵了~~
Surprise:米思米最新设想插件RAPID Design,来了!!

想必利用过米思米的知友们都晓得我们那款米思米明星产物——SOLIDWORKS免费外挂援助插件RAPID Design。海量模子一键导入,设想时间更高节省91%!点击链接免费注册就可领取!
米思米_会员注册d.misumi.com.cn/MsmDealerManagementP2/mobileRegist.html?agentId=zhihu2